
 Bandora wrench
Bandora wrench  Badankêş
Badankêş  Drill Cordless
Drill Cordless  Angle Grinder
Angle Grinder  Polisher
Polisher  Router Wood
Router Wood  Jig Saw
Jig Saw  Hammer Drill
Hammer Drill  Blower Portable
Blower Portable  Orbital Sander
Orbital Sander  Mermer Cutter
Mermer Cutter  AMEDÊN BAXÇÊ
AMEDÊN BAXÇÊ  Battery Chain Saw
Battery Chain Saw  Battery Brush Cutter
Battery Brush Cutter  Battery Hedge Trimmer
Battery Hedge Trimmer  Battery Multi Tool
Battery Multi Tool  Battery Blower
Battery Blower  Kevirên Pruning Batter
Kevirên Pruning Batter  Chain Saw
Chain Saw  Brush Cutter
Brush Cutter  Hedge Trimmer
Hedge Trimmer  Multi Tool
Multi Tool  Erd Auger
Erd Auger  Tiller
Tiller  Blower
Blower  4 Motora benzînê ya lêdanê
4 Motora benzînê ya lêdanê  Jenerator
Jenerator  Pompa avê
Pompa avê  Şuştina tansiyona bilind
Şuştina tansiyona bilind  Wood Cutter
Wood Cutter  4 Stroke Tiller
4 Stroke Tiller  Chain Saw Accessory
Chain Saw Accessory  Brush Cutter Accessory
Brush Cutter Accessory  Earth Auger Accessory
Earth Auger Accessory  Amûrên Parastinê yên Parastinê
Amûrên Parastinê yên Parastinê 
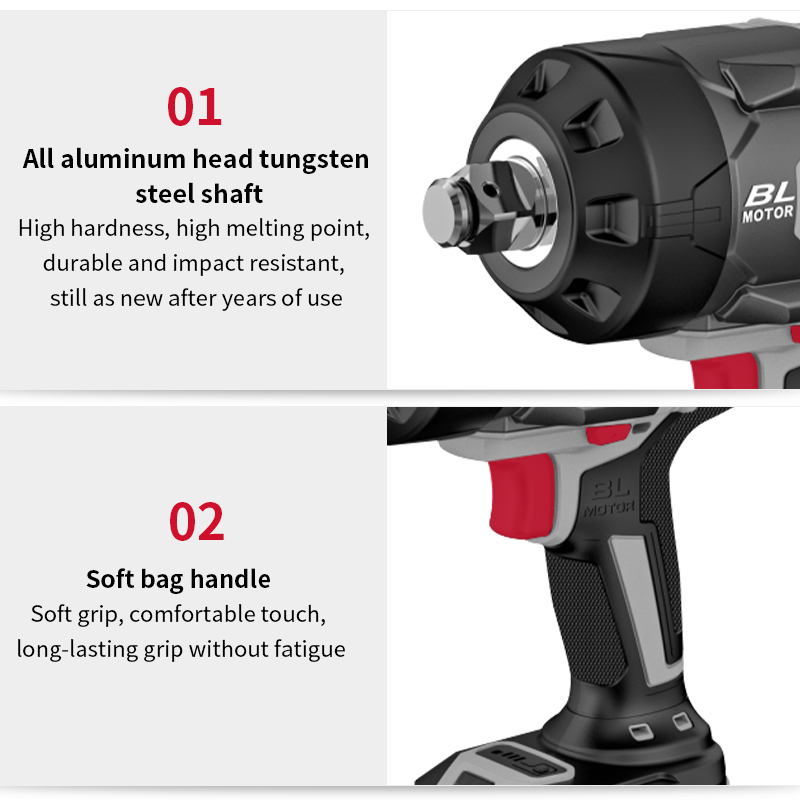
Bandora wrench












1600N.m Bişkojka Bandora Bêfirçeyê (3/4 inç)
DETAILS berhem

danasîna hilberê
Pêvajoya pîşesazîkirina kêşeya bandorê çend qonaxên sereke digire, ji sêwirandin û çêkirinê heya kombûn û kontrolkirina kalîteyê. Li vir nêrînek gelemperî heye:
Qonaxa sêwiranê: Pîşesazîbûn bi gelemperî bi qonaxa sêwiranê dest pê dike. Endezyar û sêwiraner li ser bingeha daxwazên bazarê, daxwazên performansê, û kapasîteyên hilberînê, taybetmendiyên ji bo pêlava bandorê pêşve dibin. Ev qonax têgihîştina hilberê, çêkirina nexşeyên hûrgulî, û destnîşankirina materyal û pêkhateyên hewce dike.
Çavkaniya Materyal: Dema ku sêwiran qediya, gava din ev e ku meriv materyalên ku ji bo çêkirinê hewce ne çavkaniyê bike. Dibe ku ev bi kirîna aligirên metal ên ji bo laşê wrençê, pola bi hêzdar a ji bo anvilan, plastîkên domdar ji bo xanî, û hêmanên din ên wekî gemar, motor, û kontrolên elektronîkî ve girêdayî be.
Plansazkirina Pêvajoya Hilberînê: Endezyarên pîşesaziyê pêvajoya çêkirinê plan dikin, di nav de hilbijartina makîne, amûr û rêbazên hilberînê. Ev qonax bi xweşbînkirina karîgeriyê, kêmkirina lêçûn, û misogerkirina kontrolkirina kalîteyê li seranserê çerxa hilberînê pêk tîne.
Çêkirin û Çêkirin: Materyalên xav bi karûbarên cûrbecûr makînasyon û çêkirinê ve têne hilberandin da ku wan di nav hêmanên qurmê bandorê de çêbike. Dibe ku ev pêvajoyên zivirandin, rijandin, kolandin, çelkirin, avêtin, û pêvegirtinê pêk bîne da ku bigihîje pîvanên xwestî û qedandina rûkalê.
Civîn: Piştî ku pêkhateyên kesane têne çêkirin, ew di hilbera dawîn de têne berhev kirin. Meclîs dibe ku keda destan, pêvajoyên otomatîkî, an tevliheviya her duyan jî vehewîne, li gorî tevliheviya wrench û qebareya hilberîna xwestinê ve girêdayî ye.
Kontrola Kalîteyê: Di seranserê pêvajoya çêkirin û kombûnê de, tedbîrên kontrolkirina kalîteyê têne bicîh kirin da ku pê ewle bibin ku her qulika bandorê ji bo performans, domdarî û ewlehiyê standardên diyarkirî pêk tîne. Ev dibe ku nuqteyên kontrolê, prosedurên ceribandinê, û analîzên statîstîkî vehewîne da ku her kêmasî an devjêberdana ji taybetmendiyên sêwiranê nas bike û çareser bike.
Paqijkirin û Belavkirin: Dema ku kulpên bandorê kontrolên kontrolkirina kalîteyê derbas dikin, ew ji bo şandina ji belavker, firotgeh, an bikarhênerên dawîn re têne pak kirin. Dibe ku pakkirin materyalên parastinê, destanên bikarhêner, û aksesûar hebin, û kanalên belavkirinê dikarin li gorî bazara armanc û peymanên belavkirinê cûda bibin.
Piştgiriya Piştî Firotanê: Pîşesazîbûn bi firotina hilberê bi dawî nabe. Hilberîner bi gelemperî piştgiriya piştî firotanê, tevî karûbarên garantîkirinê, arîkariya teknîkî, û parçeyên veguheztinê, peyda dikin da ku razîbûna xerîdar peyda bikin û navûdengê marqeyê biparêzin.
Di seranserê pêvajoya pîşesaziyê de, hilberîner hewl didin ku berberî, lêçûn-bandorbûn, û kalîteya hilberê hevseng bikin da ku daxwaziya bazarê bicîh bînin û di pîşesaziyê de pêşbaz bimînin. Hewldanên başkirina domdar, nerînên ji xerîdar, û pêşkeftinên di teknolojiyê de jî bandorê li pêşkeftina pêlên bandor û pêvajoya pîşesaziyê dike.